Variable Speed Drives: Drive as a Sensor?

Norbert Hanigovszki is project director of drives intelligence for Danfoss. Hanigovszki can be reached at [email protected]. Jörg Dannehl is senior engineer of drives intelligence for Danfoss. Dannehl can be reached at [email protected]. Virgil Lupu is product manager for Danfoss. Lupu can be reached at [email protected]. Sanjeet Kumar Dwivedi is senior control engineer of drives for Danfoss. Dwivedi can be reached at [email protected]. Amy Kellerman is regional manager of marketing communications for Danfoss. Kellerman can be reached at [email protected].
undefinedVariable speed drives have been used for more than 50 years to reduce electrical energy use. With the advance of Industry 4.0, the role of the drive moves from that of a pure power processor to that of an intelligent element of the automation system. The ability of the drive to act as a smart sensor, makes it a natural choice when implementing condition monitoring, even in water and industrial applications.
Water, Wastewater & Industrial Application Capabilities
Variable speed drives with power electronics converters have been used for more than half a century, and today more than 20% of all electric motors are driven by variable speed drives. The main reason for using drives is the reduction of energy use. However, there are also other reasons for employing drives.
In water applications, drives are used for process control (keeping constant water pressure, thus avoiding leakage caused by high pressure), avoiding water hammer or optimized well exploitation. Also in industrial applications, drives are used for process control and optimization or avoiding mechanical stress caused by direct on-line motor start.
Since the introduction of microprocessors to control the drives, additional functionality has been added to the original function, which is that of a power processor. For example, drives are able to perform pump de-ragging in wastewater applications, they are able to control several pumps in a cascade system in water pumping applications or can bypass certain frequencies to avoid resonances. In industrial applications, drives are taking over more and more PLC functions by performing motion control integrated in the drive.
The advance of Industry 4.0 has given an additional boost to these additional functions. As Industry 4.0 deals with information and networking, industries can start using the drives as smart and networked sensors.
Industry 4.0 Impact on Motor & Drive Systems
Industry 4.0 is a generic term, suggesting a fourth industrial revolution characterized by networking — following the first industrial revolution: mechanization, the second: electrification, and the third: automation. Although the term is somewhat vague, a possible definition could be “Industry 4.0 describes the intelligent networking of people, things and systems by utilizing all the possibilities of digitalization across the entire value chain.”
The impact of this trend on motor systems is a migration from what is known as “automation pyramid” to networked systems. This means that the various elements of the system, such as motors, drives, sensors and controls, get interconnected and also connected to a cloud, where data is stored, processed, analyzed and decisions are made.
The Drive as a Sensor
In variable speed drive applications, the availability of microprocessors in the drive and bus communication options, combined with current and voltage sensors opens new opportunities. Moreover, additional sensors — such as vibration and pressure sensors — can be connected to the drive at almost no cost. This allows the drive to be used as a smart sensor for condition monitoring. The available information offers various use cases such as system optimization, energy efficiency optimization, and condition-based maintenance.
Condition-Based Monitoring
Condition monitoring is a technique to monitor the health of equipment in service. For this purpose, key parameters need to be selected as indicators for developing faults. The equipment condition typically degrades over time. resulting in a degredation pattern known as a PF-curve. The point of functional failure is when the equipment fails to provide the intended function. Condition-based maintenance detects the potential failure before the actual failure occurs. In this case, maintenance actions can be planned before functional failure to reduce downtime, eliminate unexpected production stops, optimize maintenance, and reduce spare part stock.
Vibration Level Monitoring
Many mechanical failures, such as bearing wear-out, shaft misalignment, and imbalances, create vibration. Thus, vibration monitoring has been established as state of the art for monitoring rotating machines. A widely used method is vibration velocity RMS monitoring. It is based on the RMS value of the vibration signal that is measured through a vibration sensor. Many mechanical faults have a significant impact on the RMS of the vibration — such as imbalances, shaft misalignment, and looseness. However, the challenge in variable speed applications is the dependency of the vibration on the actual speed. Mechanical resonances are typical examples. These are always present, and a monitoring system has to cope with them in some way. Often the fault detection levels are being set for worst case to avoid false alarms. This reduces the detection accuracy in speed regions where no resonances are present.
Having a suitable vibration transmitter mounted and connected to the drive, the drive can offer advanced monitoring by correlating the transmitter signal with drive-internal signals such as speed or other signals relevant to the application. The drive can detect faults early and give traffic light info on the health of the system to prevent functional failure. Maintenance can be prepared and scheduled in advance while the system continues operation until the next possible maintenance break.
The vibration level in normal and faulty condition is also dependent on the type, location and mounting of the sensor. Moreover, it varies with the actual application that is to be monitored. Thus, a learning period is required. This can be done is different ways. The first approach is learning the normal vibration levels during the initial period of operation to indicate the application is running normally. The drive learns the vibration in parallel without affecting the operation.
When enough data has been collected, the drive monitors the vibration. Secondly, the drive can execute an identification run. Here, the drive controls the motor in a way that enough data is being collected. The possibility of using this second approach depends on the specific application. For example, in an air compressor application, used in process control where the set-point is the desired air pressure, it is not allowed to run at full speed at the time of commissioning.
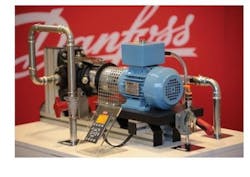
A test set-up has been built to demonstrate the functionality. The fault in scope for this test is misalignment of the motor shaft. Shaft misalignment adds mechanical load to the bearings and reduces bearing lifetime. Moreover, it creates vibrations that can lead to secondary effects in the system. Early detection of misalignment and correction can extend bearing life and avoid downtime.
Figure 1 shows the test set-up with an induction motor driving a small pump. An angular misalignment can be created through slightly lifting the baseplate with the red handle. A vibration sensor has been installed on the baseplate of the motor to illustrate this. The analogue 4-20 mA sensor signal has been connected to the analogue input of the drive.
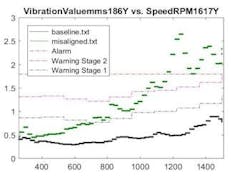
Figure 5 shows an example of test results. The measured vibration in millimeters per second (units can be set in the drive to inches per second) versus the motor speed in RMS is shown for two scenarios. In the first scenario, the system is in its healthy state. In this state, a baseline measurement is executed. The warning and alarm thresholds are derived based on the measured baseline. For the faulty scenario, a shaft misalignment is created by slightly lifting the motor baseplate through the red handle. The measured vibration in faulty condition is shown in green.
In the above example, the drive can clearly detect this fault. For other applications, the baseline data can be different. Typically, even in a healthy state the vibration is dependent on speed. There can even be resonance points that need to be taken into account while monitoring. Faults such as imbalances or looseness can create different patterns.
Electrical Signature Analysis
The condition of the motor and application can also be monitored through electrical signature analysis. Early studies of this technique addressed direct online machines, and later on addressed variable speed drive applications. With the available processing power and memory in today’s drives, these techniques are now integrated into products as features.
Fault condition indicators can be extracted from motor currents and voltage signals. Frequency components of currents and voltages can be related to motor or application faults such as shaft misalignment or stator winding faults. The current and voltage sensors are essential components of drives anyway as they provide the signals for controlling the motor. These signals can be used for monitoring without an extra sensor.
The drive being the controller of the motor can correlate the monitoring values, such as specific current harmonics, with other available information inside the drive. Knowing the controller state for instance, the drive knows when meaningful spectrum calculations can be performed. Like the vibration level monitoring, the correlation of monitored values with motor speed, load, and other relevant process data can be performed to get more accurate fault information.
Load Monitoring Variable Torque Applications
As shown in the previous section, measuring motor current and voltage with a drive to control the motor is possible. The primary current and voltage measurement is used to calculate parameters such as motor power, energy, actual motor speed, or torque. These values can be used for monitoring the motor load, for example a pump, fan or air compressor.
In applications where the load depends on the motor speed, the torque estimation can be used for determining over-load and under-load deviations. During baseline, the drive learns the normal distribution of the load, or the load envelope.
There is a correlation with the motor speed here, too. During monitoring, the drive can detect over-load and under-load conditions caused by various faults, depending on the application. In pump applications, this function can detect pump fouling or impeller wear-out. In air compressors it can detect leaks, and in fan applications it can detect air filter clogging. In short, any abnormal conditions that have an impact on the load can be monitored in this way.
Condition Monitoring in Practice
An obstacle to performing condition monitoring with the variable speed drives is price. While in the past only critical systems have been equipped with condition monitoring, today drives can be used for this task in less critical but still important applications.
An example is the Heineken brewery in Patras, Greece. It has a capacity of 3.4 million hectoliters and is piloting condition monitoring in its wastewater plant. For its wastewater applications, it uses two compressors with 132 kW. The motors are controlled with 2 FC-202 VLT AQUA Drives to monitor the vibration of the motor and the winding.
“The commissioning was, in this case, quite easy; we upgraded the control card and enabled the SW license. The second step was the installation of the Hansford vibration sensors, set the CBM parameters and enabled monitoring of motor winding, vibration and load envelope,” said Virgil Lupu, product manager for Danfoss.
“The project started with an aim to learn what can Danfoss deliver with the new condition-based monitoring functions, as well as experience these new possibilities and create new strategies for the future. For Heineken, it is very important to monitor these compressors, if the system fails, the authorities can shut down the brewery,” said René Grywnow, global key account manager for Danfoss.
Conclusions
Condition monitoring can be used for condition-based maintenance, which is an evolution from corrective and preventive maintenance. But condition monitoring relies on sensor data; and installing additional sensors can be expensive. Variable speed drives already used in the application are a valuable source of data that can be used for condition monitoring.